English
Sign in
| Price | Negotiable |
| MOQ | Negotiable |
| Delivery Time | 1-30 working days |
| Brand | kingrail |
| Place of Origin | China |
| Certification | ISO |
| Model Number | 200mm |
| Packaging Details | standard export package, or as per customer request |
| Payment Terms | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Supply Ability | 1 million pcs/year |
| Progress | Forging-machining-inspection-heat treatment-machining-inspection | Place of Origin | China |
| Packaging Details | standard export package, or as per customer request | Inspection | 100% inspection, UT,MT, sizes, mechanical property |
| Material | 4140,42CrMo,60E, etc | Model Number | 200mm |
| Hardness | 150-560HB | Supply Ability | 1 million pcs/year |
| Application: | Railway, rail cart or shipyard,Rail road vehicles, railcar | Certification | ISO |
| Brand Name | kingrail | Payment Terms | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Max. capacity | Up to 500ton | Sizes | as per customer drawing |
| Export area | Germany, French, UK, US, South Korea, South Africa, etc | Price | Negotiable |
| Delivery Time | 1-30 working days | Minimum Order Quantity | Negotiable |
| Production | Casting and forging as per customer request | Diameter | 0-1450mm |
Casting Railroad Steel Wheels , ODM Mine Car Wheels 150-560HB Hardness
Casting or Forging Crane Rail Wheels, Railway Parts Railroad Wheel Stainless SteelRail Wheel Train Wheels mainly used for RRV, Road-rail dual-use vehicles refer to special vehicles that can run on railway tracks as well as on general roads and even in the field. also called RRV. It was mainly used in the military in the early days. Hyundai mainly undertakes emergency tasks such as maintenance and rescue of railway lines and along the lines. Road-rail dual-use vehicles are required to be able to switch between roads and railways quickly and easily. It is usually realized by the hydraulic lane-changing slewing device on the chassis and the railway traveling guide wheel device that can be raised and lowered at any time. With the guide wheel device, the general rubber tire wheels can drive straight along the rail. Because this kind of vehicle requires a certain traction and carrying capacity, it can play a unique role in the event that the railway line is interrupted or blocked due to a disaster. Dedicated road-rail vehicles include: electric traction section catenary repair vehicles, excavators used for mountain railway repairs, emergency tractors, generator vehicles, fire trucks, fast bridge vehicles, etc.
What
are
the
differences
between
forgings
and
castings?
Forging
and
casting
are
more
common
processing
techniques
today,
and
the
cost
of
casting
flanges
is
low;
precision
castings
can
be
obtained
by
special
processes,
and
their
surfaces
have
an
ideal
finish
without
processing;
castings
are
simpler
to
form
than
forging.
Flanges
are
cheap.
Below,
Carrian
Forging
will
introduce
the
difference
between
forgings
and
castings.
Forging
flanges
use
forging
equipment
to
forge
bars.
Generally,
more
complex
workpieces
cannot
be
forged
and
require
a
large
amount
of
processing.
However,
the
structure
of
forging
flanges
is
relatively
dense,
and
internal
defects
are
not
easy
to
appear.
Therefore,
It
is
widely
used
in
the
processing
of
parts
with
high
requirements,
such
as
valve
seat,
valve
core,
valve
stem,
etc.
In
high
pressure
and
strong
corrosion
alloy
valves,
forging
valve
bodies
are
also
widely
used.
Detailed specification of Casting Railroad Steel Wheels , ODM Mine Car Wheels 150-560HB Hardness:
| Specification | Customized, customer required, customer's drawings of Rail wheels |
| Material | cast iron, Grey iron, ductile iron, carbon steel, low alloy steel, tool steel, steel, stainless steel, brass, copper, aluminum alloy, zinc etc |
| Process | Sand casting, Coated sand casting, Shell mold casting, Lost foam casting ,V- process,Centrifugal casting,Ceramic Casting, machining, free forging, die forging, pressure forming , roll forging,precision forging, forging pressure, etc. |
| casting | sand casting, precision casting, investment casting,lost wax casting,die casting, gravity casting,shell mold casting |
| machine | lathe, CNC, drilling machine, milling machine, boring machine, planting machine, machining center, gravity casting machine etc |
| Application | Automobile, agricultural machinery, furniture, construction, home appliances, electronics. |
| surface treatment | powder coating, painting, spraying,electric galvanization, coating, zinc phosphide, impregnation, painting, spray paint, black and blue oxide coating, spray paint black, powder coating painting |
| Inspection equipment | Profile projector, Rockwell hardness tester, Vickers hardness tester roughness tester, air gage, concentricity tester, universial microscope, CMM, digital caliper and rockwell hardness tester etc. |
| Production Usage | Auto parts, train parts,mining accessories, engineering machinery parts, valves, pipe fittings, construction machinery and furniture accessories, agricultural machinery parts, agricultural machinery parts, railway parts |
| Remark | (1) Any RFQ, Please feel free to send your drawings (CAD/PDF) for your quotation. |
|
(2)
All
parts
are
not
in
stock,
customized
only! |
Front View of Casting Railroad Steel Wheels , ODM Mine Car Wheels 150-560HB Hardness:
Almost all train wheels have a curved projection, a flange, on one side to keep the wheels, and hence the train, running on the rails when the limits or tests of alignment are reached.

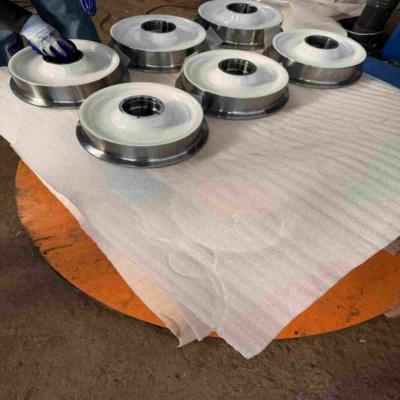
Side View of Casting Railroad Steel Wheels , ODM Mine Car Wheels 150-560HB Hardness:
The running surface of most is concave, serving as the primary means of keeping the train's motion aligned with the track while in others it is flat such that the flanges are essential to keep the train on the rail track.

Package of Casting Railroad Steel Wheels , ODM Mine Car Wheels 150-560HB Hardness:Wheels are packed by iron pallets with rings.

Rail steel wheel -Casting Railroad Steel Wheels , ODM Mine Car Wheels 150-560HB Hardnesss:
Carbon steel:C45, C50, C55, C60, 4330, C35, 65Mn
Alloy steel:4140, 42CrMo, 40CrNiMo, 4340,34CrNiMo6

Strength of Casting or Forging Crane Rail Wheels, Railway Parts Railroad Wheel Stainless SteelRail Wheel Train Wheels:
1. Forging production, longer lifespan, for smaller quantity, free forging, for big quantity, precision forging with mould
2. Diameter: 0-1450mm, 6",8",10",12",14",16",20",24",28",30",34",36",40",42",etc
3.100% inspection before delivery
Usage of Casting or Forging Crane Rail Wheels, Railway Parts Railroad Wheel Stainless SteelRail Wheel Train Wheels:
Train, railcars, light rail, street car, metro, freight car, railway wagon for mining, rail trucks, ballast rail cars, Hy-rail hirail cars, etc
The Production Railway Wheels Process
1. Wheels Steel Melting 2. Round Billet Sawing Cutting 3. Heating 4. Phosphorus 5. Stamping Forming 6. Rolling 7. Bending Punch 8. Hot Stamping 9. Laser Measurement 10. Drop Stack 11. Roughing 12.Hardening 13.Tempering 14. Sampling 15. Pre-processing 16. Finishing 16. The Cold Print 17. Static Equilibrium 18. The Cold Print 19. Hardness Testing 20. Ultrasonic Testing 21. Magnetic Particle Testing 22. Shot Peening 23. Painting Packaging

Main Testing and Inspection Device
| No. | Device | Type | Qty | Status | Note |
| 1 | End quenching machine | DZJ-I | 1 | working | Testing |
| 2 | Electric resistance furnace | SX2-8-12 | 2 | working | Testing |
| 3 | Inverted metallurgic microscope | 4XCE | 1 | working | Inspection |
| 4 | High temperature box resistance furnace | SX2-4-13 | 1 | working | Testing |
| 5 | Automatic digital display Rockwell hard-tester | 200HRS-180 | 1 | working | Inspection |
| 6 | Electronic Brinell hardness tester | THB-3000 | 1 | working | Inspection |
| 7 | HR-150B Rockwell hardness tester | HR-150B | 1 | working | Inspection |
| 8 | Rapid multi-element analyzer | JS-DN328 | 1 | working | Inspection |
| 9 | Electric arc furnace | JSDL-8 | 1 | working | Testing |
| 10 | Rapid multi-element analyzer(C & S) | JS-DN328 | 1 | working | Inspection |
| 11 | Infrared thermometer | AR872 | 2 | working | Inspection |
| 12 | Portable chemical composition analyzer | AR872 | 2 | working | Inspection |
| 13 | Test specimen sampler | KW30-6 | 1 | working | Inspection |
Despite the tremendous advances in casting technology and the use of computer technology to assist in optimizing the structural design and fluid geometry of the casting process, it is still extremely difficult to achieve the X-ray/MT or PT quality requirements of Class 1 or 2 acceptance criteria , and these are the standards required in the harsh environments of nuclear power plants, thermal power plants or petrochemical industries. Welding improvements are therefore required. However, after welding repair, the overall quality and reliability of the casting valve becomes difficult to guarantee. Sometimes all these problems are left in the cast welded metal frame. Test rods are usually for each temperature, but their analysis can be indeterminate. Even if the round test rods show acceptable chemical and physical properties, the gradual itself may still have subtle internal defects that impair strength or corrosion resistance.
Some other disadvantages of casting valves or flange interiors are the clear cracks and hot tears that occur during solidification due to a combination of stress concentration caused by uneven shrinkage and low strength of the metal at temperatures close to the melting point. Lower casting temperatures can form cold scars, and accumulation of sand or slag from molten metal can cause stains. Poor casting operations can also cause other defects.
The improvement of castings to meet the requirements of X-ray quality depends on the grinding of defective parts, welding repair, heat treatment and repeated testing and inspection. Even in this case, the seat and gasket faces or butt-welded ends of the valve may show fine line cracks that need to be re-welded and machined.
The
casting
process
builds
a
refined
grain
structure
and
improves
the
physical
properties
of
the
metal.
In
real-world
use
of
the
component,
a
proper
design
enables
particle
flow
in
the
direction
of
the
main
pressure.
Forgings
need
to
be
consistent
from
piece
to
piece,
without
any
porosity,
excess
space,
inclusions
or
other
imperfections.
This
method
produces
components
with
a
high
strength-to-weight
ratio.
Advantages of forgings: The advantages of forgings are stretchable length, retractable cross-section; retractable length, extensible cross-section; changeable length, changeable cross-section. The types of forgings are: free forging/hand forging, hot die forging/precision forging, upset forging, roll forging and die forging.
Why choose forgings? Compared with castings, the body of forging valves has a more uniform structure, better density, better strength integrity, better dimensional characteristics, and smaller dimensional errors. Oriented construction (pipeline) provides higher performance than castings throughout strength and stress.
(1) High strength
Hot forging promotes crystallization and grain refinement, allowing the material to achieve the greatest possible strength and consistency with minimal piece-to-piece variation. Particle flow precisely follows the contour of the valve body, and these continuous streamlines help reduce the incidence of fatigue or common failures.
(2) Reliability
The
forgingability
that
can
meet
the
requirements
of
the
design
structure
has
always
been
one
of
the
most
important
advantages
of
forgings,
and
to
some
extent,
it
ranks
first
in
the
above
characteristics
(3)
Structural
integrity
Forging eliminates internal defects and produces a coherent metallographic structure that guarantees excellent performance. Where stress and intracrystalline corrosion are serious issues, forgings are guaranteed to provide long service life and trouble-free service.
(4) Consistency
The dimensional consistency of closed-die forging results in complete control of critical wall thicknesses, avoiding defects caused by core displacement in the casting process, and ensuring no internal defects through high-quality, non-separating ingots and impact force from 10,000 to 30,000-ton presses and consistent metallographic structure.
What are the differences between forgings and castings? Forgings have better performance than gradually, and have the characteristics of high strength, good reliability, good structural integrity, consistency, etc. Forgings need to be consistent for each piece, without any porosity, Extra space, inclusions or other imperfections. This method produces components with a high strength-to-weight ratio.
What is the difference between the detection methods of forgings and castings?
The difference is introduced, forgings and castings are quite different, their detection methods are also different, and the requirements are also different. Usually, the quality level of forgings is high, and castings are relatively different from forgings. The requirements will be much lower, so the evaluation criteria for testing are different. Below, Shanxi Jianing Forging will introduce the difference between forgings and gradual testing methods?
The manufacturing process of castings and forgings is different, resulting in very different internal structures of these two types of workpieces, so the detection methods are also very different. The advantages of forgings are extensible length, retractable cross section; retractable length, extensible cross section; changeable length, changeable cross section. The types of forgings are: free forging/hand forging, hot die forging/precision forging, upset forging, roll forging and die forging. A forging is an object to which a metal is subjected to pressure to shape the desired shape or suitable compressive force through plastic deformation. This force is typically achieved through the use of a hammer or pressure. The casting process builds a refined grain structure and improves the physical properties of the metal. In real-world use of the component, a proper design enables particle flow in the direction of the main pressure.
Forgings need to be consistent from piece to piece, without any porosity, excess space, inclusions or other imperfections. This method produces components with a high strength-to-weight ratio.
Castings are metal forming objects obtained by various casting methods, that is, the smelted liquid metal is injected into the pre-prepared casting mold by pouring, injection, suction or other casting methods, and after cooling, after grinding and other subsequent processing methods. , the resulting object of certain shape, size and properties.
Whether it is a casting or a forging, non-destructive testing of the workpiece is necessary to ensure the quality of the product. However, due to the different internal structures of the two types of workpieces, the testing methods and testing precautions are also different. The difference between ultrasonic testing in the casting and forging testing process is explained below.
Our
Equipments:
The
total
production
area
of
Kingrail
Parts
is
55,
000
square
meters,
including
a
40,
000
square
meter
factory
and
10,
000
square
meter
warehouse.
The
production
mill
covers
over
100,
000
square
meters
equipped
with
steel
rolling
and
casting
lines,
rail
elastic
clip
lines,
fish
plate
lines,
spike
&
Bolt
lines,
heating
treatment
line
and
surface
anticorrosion
treatment
line
as
well
as
electro
galvanizing,
hot
galvanizing
and
Dacromet
processing
lines.
Our
technical
force
is
strong,
the
inspection
method
is
complete,
we
can
strictly
implement
the
national
railway
standards
for
production.
rockwell
hardness
tester
Services
we
can
provide:
1.
Our
railway
products
comply
with
AREMA,
DIN,
BS,
UIC,
GOST,
NF,
JIS,
GB
and
other
standards.
2.
We
can
customize
railway
fasteners
products
according
to
your
samples
or
drawings.
3.Fast , Convinient Services with High quality products but competitive price.
4.Complete quality inspection procedure to every batch of shipment before delivery.
5.After-service can be warranty last to 3 years of any questions from our customers.
Our aim is to serve customers by providing the the most optimized solution according to the needs of production and meet the satisfaction.


Railway
parts
products
we
can
provide:
1,
Rail
Spike
Series:
Rail
Screw
Spike,
rail
Dog
Spike,
rail
Elastic
Spike
etc.
2,
Track
Bolt
series:
Track
Bolt,
Segment
Bolt,
Metro
Bolt,
Tunnel
Bolt,
Hex
Bolt,
Square
Bolt,
Turnout
Bolt,
Fishtail
Bolt,
T
bolt
etc
3,
Rail
Clip
series:
Nabla
rail
Clip,
Elastic
rail
Clip,
SKL
rail
Tension
Clamp,
O
rail
Clip,
Gauge
Lock
Clip
etc
4,
Steel
Rails
series:
Railway
rails,
Crane
Rails,
Mining
Rails,
Over
the
head
Rails,
etc
5,
Steel
rail
wheels
series:
Train
Wheels,
Crane
Wheels,
Hi-rail
vehicle
wheels,
etc
6,
Other
materials
and
accessories:
Rail
Gauge
Insulator,
rail
rubber
Pad,
rail
Fish
plate,
Nut,
rail
Plastic
Dowel,
rail
Tie
plate,
Spring
Washer,
Flat
Washer,
Cast
Iron
Insert,
Anti
Creeper,
rail
Gauge
Rod
etc.

Why
choose
us:
1.
The
company
is
in
a
leading
position
in
the
industry
and
has
obtained
SGS-ISO9001:
2008
quality
system
certification
and
CRCC
certification.
Quality
is
guaranteed.
2.
We
have
8
professional
sales
staff
and
more
than
60
professional
engineers.
Can
provide
professional
and
fast
suggestions
and
quotations
for
your
railway
customized
products
3.
Ma′anshan
is
a
port
city.
We
can
provide
you
with
faster
shipping
services
4.20
years
of
production
and
sales
experience.
Deal
with
all
kinds
of
after-sales
problems
for
you
in
time.
| rail wheel |