English
Sign in

| Price | USD, EUR, RMB / Negotiable |
| MOQ | 1 Piece |
| Delivery Time | General order 15-30 days |
| Brand | LBS |
| Place of Origin | Shijiazhuang Hebei China |
| Certification | ccs |
| Model Number | According to drawings or sample |
| Packaging Details | Export standard wooden case |
| Payment Terms | L/C, T/T, Western Union |
| Supply Ability | 1000 Pieces Per Month |
| Place of Origin | Shijiazhuang Hebei China | Warranty | 13 Months |
| rocessing Type | Quenching | Packaging Details | Export standard wooden case |
| Product Name | steel gear ring | Material | Metal Alloy Steel |
| Accuracy Class | 60Class | Model Number | According to drawings or sample |
| Supply Ability | 1000 Pieces Per Month | Certification | ccs |
| Forging Heat-treatment | Normalizing Treatment | Brand Name | LBS |
| Payment Terms | L/C, T/T, Western Union | Heat Treatment | Surface Carburizing |
| Price | USD, EUR, RMB / Negotiable | Delivery Time | General order 15-30 days |
| Supply abilitty | 2600sets /per month | Minimum Order Quantity | 1 Piece |
| Surface State | Grinding |
| Model | steel gear ring |
| Type | Round/Worm gear/bevel/Non-round /Rac Plastic stainless steel |
| Tooth shape | spur/bevel/curve/double gear |
| Production type |
Casting/cutting/rolling/sintered gear |
| Wrapped | wooden box |
|
Application
scope |
textile, agriculture, mining, food, oil and other transmission machinery |
| Hardness | hardening |
| MOQ |
≥100 pieces |
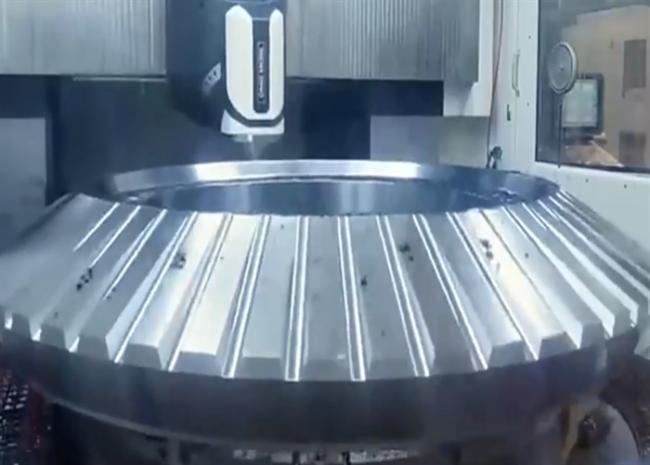
| Name | 15 m large diameter module 28 alloy steel stainless steel gear ring |
| Machining module | 0.2-10 |
| Materials: | stee45#l, 40CR, Easy car iron (1214#), brass, tin bronze, POM(Sisteel), PVD, PVDFl, imported nylon, stainless steel 303#, stainless steel 304#, aluminum 606#, aluminum 6063# |
|
Surface treatment: blackening, |
high frequency, carburizing and quenching, surface nitriding, etc |
| Processing equipment: | CNC lathes, automatic lathes, general lathes, hobbing machine, gear shaper, gear milling machine, shaving machine, milling machine, grinding machine, wire cutting, etc |
| Processing technology | hobbing, gear, shaving, milling teeth |
| Common spur gear specifications | |||||||
| Modulus | 1M | 1.5M | 2M | 2.5M | 3M | 4M | 5M |
| tooth thickness | 10mm | 15-18mm | 20mm | 25mm | 30mm | 35-40mm | 40-50mm |
| inner hole | The blank hole | ||||||
| setting method | Outer diameter = module * (Number of teeth -2) | ||||||
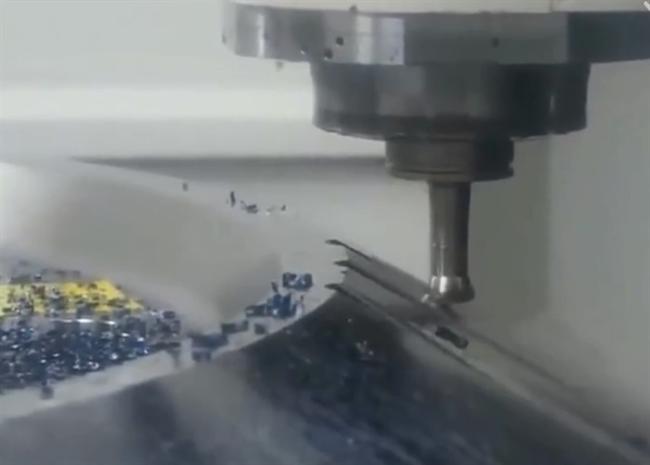
Involute
gear
processing
methods
have
two
categories,
one
is
the
copying
method,
with
a
forming
cutter
milling
gear
groove,
is
"imitation
shape".
The
other
is
the
generativity
method.
(1)
Hobbing
machine
hobbing:
can
process
8
module
below
the
helical
teeth
(2)
Milling
machine
teeth:
can
process
straight
rack
(3)
Slotting
machine
gear:
can
process
internal
teeth
(4)
Cold
beating
machine
teeth:
no
chip
processing
(5)
Gear
planer
gear:
can
process
16
module
gear
(6)
Precision
casting
teeth:
cheap
pinion
can
be
processed
in
large
quantities
(7)
Gear
grinding
machine:
can
process
the
gear
on
the
precision
master
machine
Gear castings are also known as cast steel gears. This is because most gears are made of cast steel. Here I share some information about the production of gear castings and related heat treatment. Gear castings usually range in weight from a few kilograms to several tons.
Gear castings are usually made of high carbon cast steel, but some are made of alloy steel containing chromium, nickel and molybdenum to achieve high tensile strength. Large gears generally have lower physical requirements than pinions.
About the casting process, usually the floor molding process is suitable and can meet the normal demand. For cast steel gears, such as driven gears, gears and idler wheels, a floor molding process using quartz sand is a good choice. Why? Because most parts of the gear need machining. So, you don't need to use a higher casting process. In addition, for medium and large steel castings, the floor molding process using quartz sand is almost the only option.
Regarding heat treatment, of course, all steel castings must be standardized to eliminate internal pressures. Some parts of the gear casting can be welded. If the foundry welds castings, the weld position must be annealed. If the hobbing is extremely hard, you can anneal again to reduce the hardness and eliminate internal hard spots. After machining and hobbing, a gear is hardened or hardened to improve the surface hardness of its teeth. For pinion gear, you can do carburizing. For large driven gears, you can do surface hardening. Gears that have not been hardened have a short life span of only a few weeks to a few months.
Because gear castings have higher requirements on materials, defects, processing and heat treatment. Moreover, orders for gear castings are relatively small. As a result, many steel foundries are reluctant to manufacture.
Some gears are made by forging process. Forging gear internal tissue density is better, higher strength. Forged gears can be used for more stringent working conditions. Cast gears have low strength but are widely used in general operating conditions. The cost of forging gears is high while the cost of casting gears is relatively low. The buyer shall select the appropriate manufacturing process according to the cost and conditions of use.